

| Company Information | ||||||||
| [email protected] | ||||||||
| Mobile | +8613666033393 | |||||||
| +8613666033393 | ||||||||
| 13666033393 | ||||||||
| Add | Room 1004, No. 62 Xiangxiu Li, Siming District, Xiamen City, Fujian Province, China | |||||||

GE IS200VAICH1DAB VME Analog Input Board
- Product Details
- FAQs
- Related
- Contact Us
- Packing & Delivery
- Product Ratings
Product Introduction
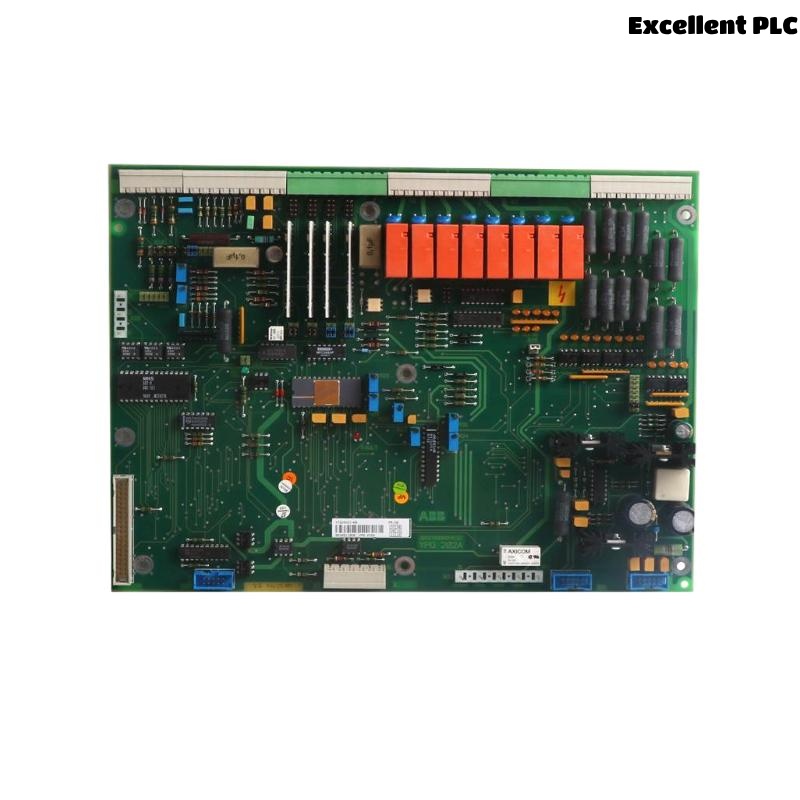
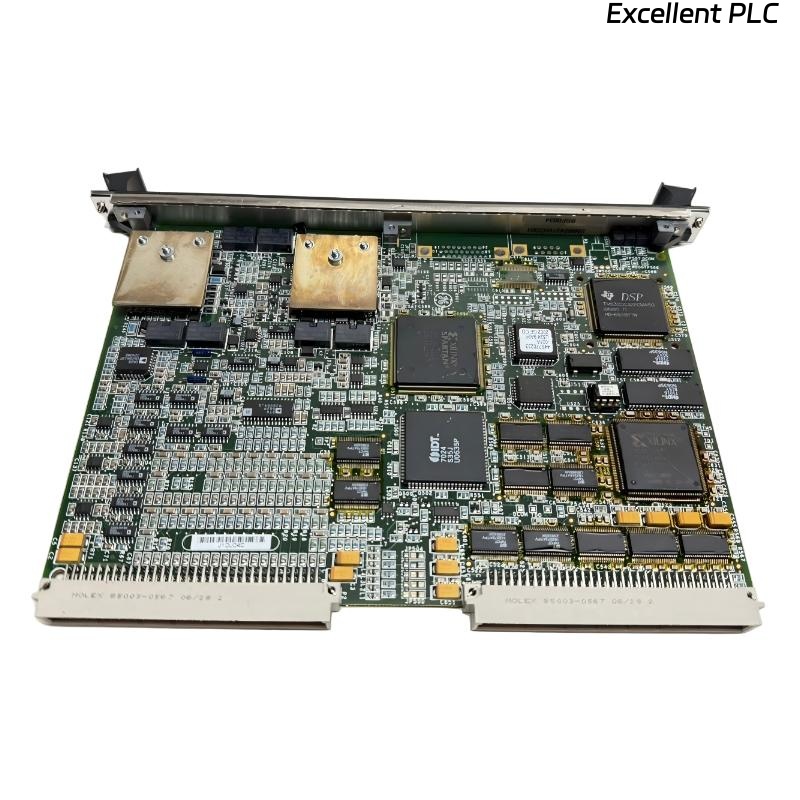
The GE IS200VAICH1DAB VME Analog Input Board is a high-precision signal acquisition module designed for use in GE industrial control systems, particularly in turbine control and critical process environments. It is responsible for collecting analog signals from field instruments and converting them into accurate digital data for system processing and control decisions.
This board is engineered to deliver stable and reliable performance in demanding industrial conditions. With strong noise immunity and high-resolution signal handling, it ensures accurate monitoring of key parameters such as temperature, pressure, flow, and vibration. Its compact design allows efficient installation within control racks while maintaining excellent accessibility for maintenance and system integration.
Product Specifications
| Parameter | Specification |
|---|---|
| Model | IS200VAICH1DAB |
| Product Type | Analog Input Board |
| Input Type | Analog signal input |
| Input Channels | Multi-channel analog input |
| Signal Range | 4–20 mA / 0–10 V (typical industrial signals) |
| Resolution | High-resolution signal conversion |
| Accuracy | High precision measurement capability |
| Isolation | Electrical isolation between channels |
| Diagnostics | Built-in monitoring and fault detection |
| Mounting Type | Rack-mounted system integration |
| Operating Environment | Industrial control and turbine systems |
| Dimensions | 280 × 150 × 25 mm |
| Weight | 0.4 kg |
Applications
• Turbine Control Systems:
Ensures precise acquisition of critical analog signals, supporting stable turbine monitoring and protection.
• Power Generation Plants:
Used to monitor generator parameters such as temperature, pressure, and vibration.
• Process Automation:
Widely applied in oil & gas, chemical, and manufacturing industries for real-time data collection.
• Distributed Control Systems (DCS):
Acts as a reliable interface between field instruments and central control units.
• Industrial Monitoring Systems:
Supports continuous monitoring and analysis of plant operating conditions.
Advantages
• High Measurement Accuracy:
Provides precise analog signal conversion, improving overall system control quality.
• Strong Noise Immunity:
Designed to maintain stable performance in electrically noisy environments.
• Reliable Industrial Design:
Ensures continuous operation in critical systems such as turbines and power plants.
• Integrated Diagnostics:
Built-in monitoring functions simplify troubleshooting and maintenance.
• Flexible System Integration:
Easily integrates into GE control platforms and existing industrial systems.
• Compact Structure:
Optimized size allows efficient use of space in control racks and cabinets.
FAQ
- What is the primary function of the IS200VAICH1DAB board?
It is designed to collect and process analog input signals from field devices for control and monitoring systems. - What types of signals can it handle?
It supports standard industrial analog signals such as 4–20 mA and 0–10 V. - Is it suitable for turbine applications?
Yes, it is widely used in turbine control systems for accurate signal monitoring. - Does the board provide electrical isolation?
Yes, it includes isolation features to improve signal integrity and system safety. - How accurate is the signal processing?
It offers high-resolution and high-precision signal conversion for reliable measurements. - Can it be used in harsh industrial environments?
Yes, it is designed for stable operation in demanding industrial conditions. - Does it include diagnostic features?
Yes, it provides built-in diagnostics for monitoring system status and detecting faults. - Is it compatible with distributed control systems?
Yes, it integrates seamlessly into DCS and other GE control architectures. - What industries typically use this module?
It is commonly used in power generation, oil & gas, and process automation industries. - Is installation complicated?
No, it is designed for straightforward rack-mounted installation within GE systems.
Related Models
| Model | Description |
|---|---|
| IS200VAICH1CAB | Analog input board with similar configuration |
| IS200VAICH1DAA | Earlier revision analog input module |
| IS200VAI0H1CAA | Dedicated analog input processing board |
| IS200VAICH2AAB | Enhanced analog input module |
| IS200VAI0H1DAB | High-precision input board for critical systems |
| IS200VAICH3BAB | Advanced multi-channel analog input module |
Popular Models
| Model | Description |
|---|---|
| IS200VAICH1DAB | Standard GE analog input board |
| IS200VAI0H1CAA | Widely used analog input module |
| IS200VAICH2AAB | Enhanced performance input board |
| IS200VTURH1BAC | Turbine control interface module |
| IS200VPWRH1AHD | Power supply module |
| IS200VGENH1B | Generator interface control board |
| Company Information | ||||||||
| [email protected] | ||||||||
| Mobile | +8613666033393 | |||||||
| +8613666033393 | ||||||||
| 13666033393 | ||||||||
| Add | Room 1004, No. 62 Xiangxiu Li, Siming District, Xiamen City, Fujian Province, China | |||||||
Excellent PLC Co., Ltd. has a large number of brand new and original PLC and DCS spare parts, with more than 60 cooperative countries. All products are guaranteed for 1 year and delivered to you by high-quality express. We are committed to using the best products and the most favorable prices to meet the needs and friendship of our customers. We have won the trust of thousands of customers, including these excellent customers.

As for the delivery time, when we receive your order requirements, we will arrange for warehouse personnel to test and verify the products. After you place the order, we will send it to you within 24 hours.
Click to rate this post!
[Total: 0 Average: 0]